Тормозная система автомобиля служит для снижения его скорости или полной остановки.
По назначению выделяют следующие типы тормозных систем: рабочую, резервную и стояночную.
1. Рабочая (основная) тормозная система предназначена для снижения скорости движения автомобиля и для его остановки. Часть системы, которая переносит усилие с педали тормоза на тормозные колодки, называют тормозным приводом.
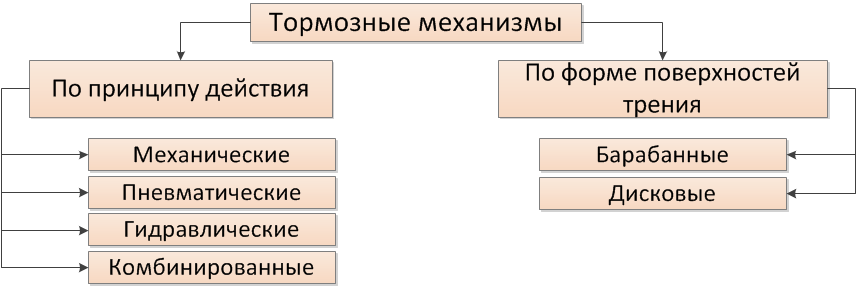
а. Механический привод осуществляется при помощи тросов и рычагов: механический, пневматический, гидравлический и комбинированный. Из-за его малой эффективности и неудобства обслуживания в современном автомобилестроении практически не используется. Существуют различные виды тормозных приводов.
б. Пневматический привод в своей работе использует разрежение воздуха. В настоящее время распространен на грузовиках и автобусах.
в. Гидравлический привод приводится в действие благодаря жидкости на основе спирта, гликоля или силикона. Распространен повсеместно.
д. Комбинированный привод использует несколько типов энергоносителей и, ввиду своей сложности, не применяется без крайней необходимости.
2. Резервная (запасная) тормозная система включается при неисправности рабочей системы. В современном автомобилестроении, как правило, выполнена не автономно, а в составе одной из частей рабочей системы.
3. Стояночная тормозная система, в первую очередь, служит для предотвращения нежелательного самопроизвольного движения автомобиля во время стоянки.
Кроме того, ее используют для облегчения трогания в гору, при длительной остановке в «пробке», для ухода в управляемый занос или при полном отказе рабочей тормозной системы.
Эта система может быть реализована механическим способом (тросы к задним колесам или к трансмиссии) или посредством гидравлики.
История развития тормозных механизмов.
Самый примитивный тормозной механизм, использовавшийся в гужевых повозках,представлял собой деревянную колодку, затормаживающую непосредственно рабочую поверхность колеса.
Эта колодка приводилась в рабочее положение ручным рычагом.
Этот механизм посредством колодок воздействовал на металлический обод колеса и приводился в действие тросами. Ближайший современный аналог — это тормозные механизмы велосипедов.С распространением резиновых шин данный способ торможения стал абсолютно неэффективным, что привело к появлению клещевого колодочного тормоза.
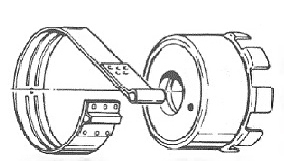
Параллельно с колодочным тормозом появился ленточный механизм.
Гибкая металлическая лента охватывала тормозной барабан. При торможении, посредством рычагов, лента натягивалась, что приводило к затормаживанию колес. Данная система довольно долго использовалась еще и в качестве стояночного тормоза.
В 1910-20-х годах стали появляться барабанные тормоза, которые по своему принципу работы соответствуют современным. Однако, за это время существенно изменились тормозные приводы, пройдя свой путь от раздельного механического до совмещенного гидравлического. Впервые гидравлическая система была применена в 1921 году Малкольмом Локхидом.
Примерно в конце 1920-х конструкторы начали реализовывать системы, снижающие усилие на педаль тормоза. Ввиду сложности конструкции, усилители тормозов использовались только на автомобилях класса люкс.
Их широкое распространение пришлось на 1950-е годы. Этому развитию послужило увеличение скоростных характеристик и динамических качеств автомобилей.
В конце 1950-х начали серийно устанавливать дисковые тормоза. В данной системе колодки прижимаются не к внутренней поверхности барабана, а к наружным плоскостям диска. Этот тормоз конструктивно проще барабанного, обладает лучшей эффективностью, меньшей массой, и он проще в обслуживании. В усовершенствованном виде такие тормоза используются до сих пор.
Гидравлическая тормозная система.
Получила распространение в 1930-е годы, как альтернатива механическим тормозам. Системы того времени отличались простотой своей конструкции. В тормозном приводе использовались: главный тормозной цилиндр, тормозные трубки и 2 рабочих цилиндра (по одному на каждое заднее колесо). В качестве жидкости использовалось растительное масло. Совершенствование данной системы проходило сразу в нескольких направлениях. Улучшение качества энергоносителя — переход от жидкости на основе растительного масла к жидкости на основе спирта и глицерина, а затем к гликолевым и силиконовым жидкостям. Следующее улучшение — практически повсеместное появление усилителя тормозов — сначала гидро-вакуумного, затем вакуумного. И самое важное нововведение — появление двухконтурной тормозной системы. Дело в том, что при потере герметичности любого из элементов одноконтурной системы, тормоза полностью теряли свою работоспособность. Если же сломается какой-либо элемент двухконтурной системы, то в качестве резервной тормозной системы продолжит работать один из контуров.
Двухконтурная гидравлическая тормозная система.
Существует несколько основных способов разделить тормозную систему на контуры: поосевой, диагональный и полный. Рассмотрим каждый подробнее.
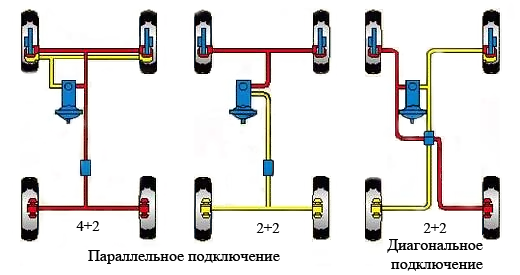
1. Поосевая система — один контур на передние колеса, второй контур — на задние. Это наиболее простой способ, часто применяемый на автомобилях классической компоновки, например, ВАЗовская «классика». К его достоинствам можно отнести отсутствие увода в сторону при торможении с одним рабочим контуром. Однако, есть важный недостаток — при обрыве переднего контура эффективность торможения значительно падает (примерно на 65%).
2. Диагональная система — один контур на переднее левое и заднее правое колеса, второй контур — на переднее правое и заднее левое. К положительным сторонам этого способа можно отнести равномерное распределение нагрузки между контурами. То есть, не зависимо от того, какой контур выйдет из строя, эффективность торможения упадет ровно на 50%.
Главный недостаток — увод от прямолинейного движения при торможении после обрыва одного из контуров. Это связано с тем, что эффективность работы передних тормозных механизмов значительно выше, чем в задних. Данный тип разделения применим в большинстве современных автомобилей.
3. Полная система — значительно сложнее двух предыдущих. Один из контуров работает на все 4 колеса, второй контур — только на передние. При этом, передние тормозные механизмы имеют минимум по 2 полностью независимых цилиндра. Система нашла свое применение на автомобилях Москвич, Волга, Нива.
Выше говорилось, что эффективность передних тормозов легковых автомобилей значительно выше, чем в задних. Поскольку при торможении автомобиля центр тяжести смещается вперед, нагрузка на переднюю ось возрастает, а на заднюю ось — уменьшается. Соответственно задние колеса имеют худшее сцепление с дорогой, чем передние и при большом тормозном усилии могут сорваться в юз. Это особенно опасно на скользкой дороге или при торможении во время прохождения поворота.
Один из самых простых способов борьбы с этой проблемой — применение на задней оси автомобиля тормозных систем со сниженной эффективностью. Например, на переднюю ось устанавливаются тормозные диски на 14 дюймов, а на заднюю — на 12. Более надежный способ — применение регулятора тормозных усилий. Впервые в отечественном автомобилестроении данный элемент применен на Жигулях ВАЗ-2101. Принцип его работы был не совсем понятен рядовым автолюбителям, поэтому его в народе прозвали «колдун». Регулятор имеет в своей конструкции клапан, частично перекрывающий тормозную жидкость и снижающий ее давление. Регулятор обычно закрепляют под днищем автомобиля, а от клапана ведут тягу к задней балке. При торможении автомобиля его задняя подвеска разгружается, увеличивается расстояние между днищем и балкой, а тяга перекрывает клапан, снижая тормозное усилие. Существуют регуляторы, снижающие усилие постоянно, не зависимо от загруженности подвески. Такие регуляторы ранее применялись на ВАЗ-1111; в настоящее время нашли применение на корейских автомобилях эконом-класса.
Стояночная тормозная система.
На большинстве современных легковых автомобилей применяют механический стояночный тормоз, представляющий собой рычаг и систему тросов.

Если задние тормоза барабанные, то тросы присоединяются к распоркам колодок. При наличии на задней оси дисковых механизмов, осуществить механический способ подключения стояночной тормозной системы сложно, поэтому часто применяют отдельные барабанные стояночные механизмы.
В автоспорте нашел применение гидравлический тормозной привод. При его применении давление жидкости передается на задний контур поосевой тормозной системы или на задние магистрали диагональной системы (причем, в обход регулятора тормозных усилий). Гидравлический привод обладает большей эффективностью, чем механический, и позволяет точно дозировать усилие. Поэтому его используют для увода автомобиля в управляемый занос. Однако, эта система не подходит для повседневного использования, так как не позволяет оставить машину на длительной стоянке. Дело в том, что давление в системе постепенно снижается и колодки отпускаются.
Проверка технического состояния тормозных систем.
Для проверки стояночной системы в «гаражных» условиях рычаг затягивают до упора, включают первую передачу и плавно отпускают сцепление. Если система работает, то двигатель заглохнет.

Проверка рабочей тормозной системы в «домашних» условиях малоэффективна. Ее начинают с осмотра. Оценивают уровень тормозной жидкости в бачке, проверяют систему на отсутствие подтеков жидкости. При нажатии педали тормоза во время движения, должны блокироваться все колеса. При этом автомобиль не должно вести в сторону, недопустимы вибрации педали тормоза и ее провалы, срабатывание тормоза не с первого «качка», появление посторонних скрипов и увеличение тормозного пути.
Для более точной диагностики необходимо обращаться в сервисный центр. Полную проверку необходимо проводить не реже, чем через каждые 50000 км.












Здравствуйте, коллеги!
Второй год наше предприятие активно использует станок плазменной резки с ЧПУ. Купили в (не скажу где, неподалёку) консольный плазмотрон с направляющей и блоком управления. Остальное (раму, стол) изготовили сами, по чертежам, которые дал дилер. Никакого фундамента, выставлен по лазерному уровню на бетонном полу цеха.
Хочу отметить, что никаких специальных газов (кислород, водяной пар) плазморез не требует. Сжатый воздух, 4…10 кгс/см2, подается в горелку (через блок управления, разумеется) от винтового компрессора с фильтром, водоотделителем и ресивером 0,1 м3, которые покупали отдельно. Через полгода прикупили ручной плазморез, с кабель-шлангом длиной 20 м, подсоединяется к блоку. Плазменное оборудование – не Hipertherm, программное обеспечение ЧПУ требует только «автокад», ничего лишнего.
Самодельный стол позволяет разместить лист-заготовку 1500х6000. Режем до 50 мм с краю, до 38 на пробой. Точность реза около 0,5 мм, что более чем удовлетворительно при изготовлении ферм, колонн и подкрановых балок.
Гильотина и пресс-ножницы давно покрылись пылью, никто к ним уже и не подходит. Ручные газо-кислородные резаки и «радугу» убрали в кладовку. Плазменный станок и ручной плазморез полностью закрыли все проблемы.
Неудобство одно – расход мундштуков и сопел, при интенсивной работе, может достигать комплекта в смену. Покупать у дилера дороговато, у нас договор с соседним машиностроительным предприятием.
С уважением.