08.апреля 2021 года
Группа 103
Предмет :"Технология производства сварных конструкций"
Тема занятия :"Сварка полимерных материалов нагретым газом ручным способом"
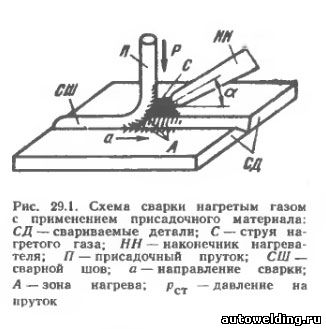
Сварка пластмасс нагретым газомРекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Сварочные экраны и защитные шторки - в наличии на складе! Сварка нагретым газом основана на использовании его тепловой энергии для разогрева свариваемых поверхностей и присадочного материала до вязкотекучего состояния или плавления. Тепло подводится непосредственно к соединяемым поверхностям последовательно от одного участка шва к другому. Сварка может осуществляться с применением присадочного материала и без него. Сварка с присадкойПри сварке с присадочным материалом (рис. 29.1) поверхности деталей сначала нагревают струей разогретого газа, а затем приводят в контакт с нагретым той же струей присадочным материалом. Присадочный материал в виде прутка вводится в сварочную зону легким нажатием руки. Если пластифицированный пруток не выдерживает осевого давления, то используется прикатка его роликом. В качестве газа-теплоносителя можно использовать воздух, азот, аргон, углекислый газ. Наиболее экономичным является сжатый воздух.
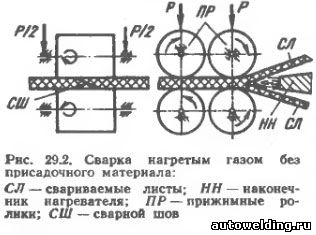
Сварка нагретым газом с присадочным материалом может выполняться вручную и механизированным способом. Сварка с использованием присадочного материала применяется при изготовлении конструкций из толстолистового материала: поливинилхлорида, политетрафторэтилена (фторлона-4), полиэтилена высокой и низкой плотности, полипропилена, полиамидов, полистирола, винипласта и т. д. К таким конструкциям относятся трубы, фасонные детали, различная химическая аппаратура, емкости, ванны для травления и т. д. Особенно широко сварка нагретым газом применяется при изготовлении сварных конструкций из винипласта. Сварка без присадкиСварка без присадочного материала осуществляется за счет размягчения и сдавливания кромок деталей, соединяемых внахлестку (рис. 29.2). Этот способ применяется для соединения пленок из полиамида, полиэтилена низкой плотности и полиэтилентерефталата, а также для соединения жесткого и пластифицированного поливинилхлорида толщиной до 5 мм..
Кромки листов перед сваркой «на ус» срезают под углом 20—25°. При больших толщинах листы предварительно равномерно подогревают на ширину 150—200 мм в каждую сторону до температуры 330—340 К. Нагреватель устанавливают в таком положении, чтобы газовая струя попадала в зону контактасвариваемых деталей и нагревала срезанные кромки. Сварку нагретым газом применяют для получения практически всех видов сварных соединений: стыковых, нахлесточных, угловых и тавровых. Типы швов, условные обозначения и размеры конструктивных элементов регламентированы ГОСТ 16310—70. ОборудованиеДля сварки термопластов нагретым газом применяются горелки, которые делятся на: газовые косвенного действия ГГК-1, газовые прямого действия ГГП-1, а также газовые горелки ГЭГИ и ГЭП 2 прямого действия с электрическим нагревом газа-теплоносителя. Технические характеристики большинства известных горелок отличаются по конструкции, но практически одинаковы: мощность нагревательных элементов 500—800 Вт; расход газа-теплоносителя до 0,08 см3/с; напряжение не более 36 В; скорость подачи воздуха или инертных газов 25—30 м/с; масса горелок 300—600 г. Для сварки протяженных швов с присадочным прутком созданы полуавтоматы ПГП-1 и «Пчелка». Сварка пленок без присадки осуществляется с помощью машин МСП-5М и СМК-М. См. также:
|



Комментариев нет:
Отправить комментарий