02 апреля 2021 года
Группа 103
Предмет :"Технология производства сварных конструкций"
Тема занятия :"Сварка труб с козырьком"
4. Особенности сварки труб
Газовая сварка достаточно широко применяется при монтаже труб небольшого диаметра до 100-150 мм, при изготовлении угольников, тройников, отводов и других конструктивных элементов трубопроводов. Трубы сваривают стыковыми швами с допустимой выпуклостью шва до 1-3 мм в зависимости от толщины стенки.
Перед сваркой трубы выравнивают, чтобы их оси совпадали, затем прихватывают в нескольких местах по окружности и приступают к сварке. Для центровки труб во время сварки используют различные приспособления, одно из которых показано на рис. 105.
Если трубу можно поворачивать, то сварку лучше вести в нижнем положении (рис. 106).
Неповоротный стык сваривают последовательно нижним, вертикальным и потолочным швами. Этот случай является наиболее трудным для сварщиков, так как требует умения выполнять разные швы по ориентации их в пространстве.
В неповоротных стыках труб диаметром до 150 мм сначала сваривают нижнюю половину, затем в обратном направлении – верхнюю. Начало и конец верхнего шва сваривают перекрытием на участках А и Б (рис. 107).
При сварке труб диаметром до 300 мм и более сварку начинают с какой-либо точки окружности и выполняют четырьмя участками (рис. 108).
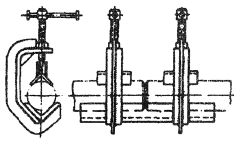
Рис. 105. Струбцинный центратор для труб диаметром 60-100 мм
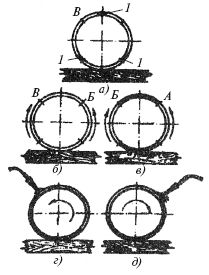
Рис. 106. Порядок сварки стыков труб с поворотом: а – места размещения прихваток (1) и участков шва (А, Б, В, Г); б – выполнение первого слоя на участках А-Б и Г-В; в – поворот стыка и выполнение первого слоя на участках Г-А и В-Б; г – выполнение второго слоя шва, д – выполнение третьего слоя шва
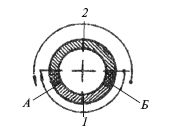
Рис. 107. Последовательность сварки неповоротного стыка труб диаметром до 150 мм
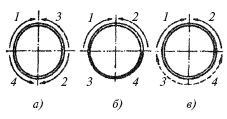
Рис. 108. Последовательность сварки труб большого диаметра:
а – (200-300) мм; б – (500-600) мм; в – сварка без поворота трубы
При сварке промышленных и бытовых газопроводов с давлением газа до 1,2 МПа (12 кгс/см2), трубы предварительно сваривают в производственных условиях в секции, длина которых выбирается исходя из возможности транспортировки. Секции труб очищают и грунтуют противокоррозионной изоляцией, после чего производят подготовительные работы.
На сварочную проволоку должен быть сертификат. При отсутствии сертификата сваривают специальные образцы с последующим испытанием по определенной методике (3 образца для испытания на разрыв и 3 – на угол загиба).
После окончания подготовительных работ поверхность кромок и прилегающие к ним наружную и внутреннюю поверхности труб зачищают до металлического блеска на ширину не менее 10 мм по окружности. Сборка и сварка торцов труб с продольным изготовительным швом должна производиться со смещением продольных швов на 50 мм по окружности по отношению к шву предыдущей трубы.
К сварке труб допускаются сварщики, сдавшие экзамен по специальности в соответствии с Правилами Госгортехнадзора и имеющие удостоверение на право сварки газопроводов. Каждому сварщику присваивается номер или шифр, который он обязан наплавлять на расстоянии 30-50 мм от стыка.
Ручная газовая сварка труб выполняется только в один слой. При выполнении работ в зимних условиях необходимо обеспечить надежную защиту сварщика и места сварки в соответствии с требованиями работы в полевых условиях. После сварки стыка проводится внешний осмотр для выявления дефектов: шлаковых выключений, подрезов, пор, трещин и пр. Внешнему осмотру подсвежат все сваренные стыки после их очистки от шлака, брызг металла и окалины. Поверхность наплавленного металла по всей окружности должна быть слегка выпуклой с плавным переходом к основному металлу без подрезов и незаваренных мест. Высота выпуклости шва допускается 1-3 мм, но не более 40 % от толщины стенки трубы. Ширина шва не должна превышать толщину стенки трубы более чем в 2,5 раза. Не допускаются наплывы и грубая чешуйчатость. Стыки, не удовлетворяющие по внешнему виду перечисленные требования, бракуются или подлежат исправлению. Не допускается исправление стыков методом повторного наложения шва.
Существует способ газовой сварки в условиях, когда невозможно приблизиться с горелкой к объекту. Например, трубы для горячей или холодной воды в помещениях располагают вблизи стен, что создает сложные условия для сварки. В этих случаях применяется способ сварки с козырьком. Подготовка стыка под сварку требует определенных профессиональных навыков. Сваренный стык обладает высокой надежностью (рис. 109).

Рис. 109. Порядок сварки стыков труб с козырьком
Контрольные вопросы:
1. В чем заключаются трудности сварки труб?
2. В каких случаях требуется подготовка стыка труб и в чем она выражается?
3. Чем различаются приемы газовой сварки поворотных и неповоротных стыков?
4. Каковы особенности сварки промышленных и бытовых газопроводов?
5. Где и при каких обстоятельствах применяется сварка с козырьком?


Комментариев нет:
Отправить комментарий