16 декабря 2020
Группа 312
Предмет :"Техника и технология ручной дуговой варки в среде инертных газов"
Тема урока:"Выполнен
Плазменная резка и сварка металла
Для сварки конструкций, изготовленных из нержавеющих сталей, цветных сплавов и разнородных металлов, а также при сварке металлов с неметаллами, толщиной до 15 мм используют особый вид сварки – плазменную.
Содержание
Этот вид сварки осуществляется с помощью высокотемпературной плазменной дуги (до 50000 0С), которая получается с помощью специального оборудования, позволяющего получать плазменную струю или дугу. Кроме того, плазменную струю используют для резки, пайки, напыления и наплавки многих цветных и тугоплавких металлов. Известно, что плазма это газ, который нагрет до состояния ионизации и проводимости электрического тока.

Плазменная сварка используется в авиационной, космической, машиностроительной, автомобилестроительной, электротехнической, пищевой промышленности и других отраслях народного хозяйства, где к конструкциям предъявляются высокие требования к качеству их изготовления.
Сущность сварки – тепло принудительно сжатой электрической дуги расплавляет кромки деталей и формирует сварочный шов. Сварка может осуществляться в ручном или автоматическом режимах. Вне зависимости от режима выполнения, швы получаются высокого качества и с заданными геометрическими размерами, при этом конструкции не претерпевают деформаций.
Преимущества и недостатки плазменной сварки
К преимуществам сварки относят:
- высокую концентрацию тепла при минимальной зоне теплового воздействия, что исключает в процессе сварки коробление деталей, а значит и отпадает необходимость в их правке;
- стабильность горения дуги;
- высокую скорость сварки (до 50 м/час), что позволяет повысить производительность труда;
- проплавление металла на всю глубину, что позволяет перед сваркой не осуществлять разделку кромок;
- широкие пределы регулирования сварочной дуги;
- отсутствие разбрызгивания металла в процессе проведения работ;
- экономичность;
- высокое качество полученного сварного соединения;
- возможность полной автоматизации сварочного процесса.
К недостаткам относят:
- сложность обслуживания некоторых видов оборудования;
- необходимость соблюдать технику безопасности.
Устройство аппарата плазменной сварки
Плазменный сварочный аппарат состоит из специальной горелки (плазмотрона) и источника питания.
Плазмотрон состоит из следующих основных частей:
- кожуха наружного;
- корпуса фторопластового;
- узла электродного;
- механизма регулирования воздушного потока;
- втулки изоляционной;
- электрода;
- втулки изоляционной;
- сопла;
- гайки сопла.
В конструкции предусмотрены подводы для газов (плазмообразующего и защитного) и подвод водяного или воздушного охлаждения. Плазмообразующим газом служит чистый аргон или аргон с добавками водорода или гелия, а также может использоваться воздух, азот, водород или смеси газов. Защитным газом служит чаще всего аргон. Электроды изготавливаются из вольфрама, активированного торием, лантаном или иттрием, а также изготовленные из гафния и меди. Подача воды или воздуха необходима для охлаждения стенок сопла.
Газовый поток, проходя сквозь сопло, ограничивает размеры дуги и оттесняет дугу от стенок сопла. Таким образом, изолируется слой газа от сопла. Дуговой разряд, который может возникать между электродом и свариваемым изделием (сварка дугой прямого действия) или между электродом и соплом (сварка дугой косвенного действия) проходит в центральную часть отверстия, находящегося в сопле.
Принцип работы аппарата плазменной сварки заключается в следующем -осциллятор (генератор высокого напряжения) создает электрический потенциал, который необходим для возникновения искрового разряда и поджигания электрической дуги. Возникает дежурная дуга, которая при соприкосновении со свариваемым изделием замыкается на нем и, таким образом, переходит в рабочий режим. Поток закрученного по спирали плазмообразующего газа стабилизируется и сжимает столб рабочей дуги. Это позволяет не касаться стенок сопла плазмотрона.
Виды сварки
Плазменная сварка, в зависимости от применяемого оборудования, может осуществляться:
- проникающей и непроникающей дугой;
- на токе любой полярности;
- быть точечной и импульсной;
- без присадочной проволоки и с присадочной проволокой;
- вручную, с помощью полуавтоматов и автоматов.
Сварку можно вести на следующих токах:
В зависимости от силы сварочного тока различают 3 вида плазменной сварки:
- малых (от 0, 1 до 25 А);
- средних (от 25 до 150 А);
- больших (свыше 150 А).
Сварку на малых токах называют микроплазменной и она используется чаще всего. Ее применяют для изготовления конструкций имеющих толщину не более 1,5 мм. Обычно эти видом сварки изготавливают тонкостенные емкости и трубы, приваривают тонкие детали к массивным, в ювелирной промышленности изготавливают украшения, соединяют детали, изготовленные из фольги, при производстве термопар.
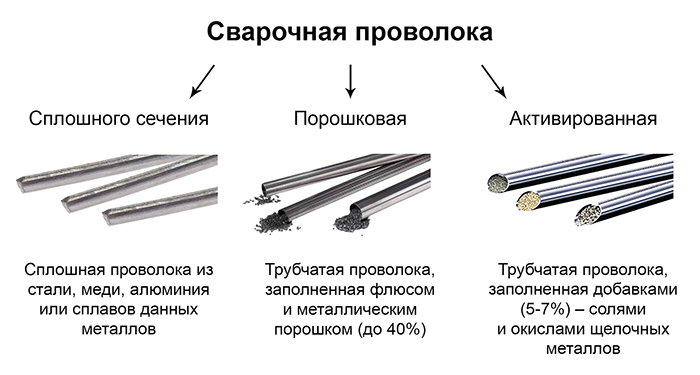
Если сварка производится с применением присадочной проволоки, то обычно применяют цельнотянутую проволоку или специальный вид проволоки — порошковую.
Основные параметры плазменной сварки:
- сила тока, измеряемая в амперах (А);
- напряжение, измеряемое в вольтах ( В);
- Ø канала сопла (указывается в мм);
- Ø электрода (указывается в мм);
- расход плазмообразующего газа (указывается в м/ч);
- расход защитного газа (указывается в м/ч).
Технология плазменной сварки
Аппараты для плазменной сварки, выпускаемые различными производителями, изготавливаются, как правило, универсальными. С их помощью можно выполнять различные работы во всех пространственных положениях: нижнем, потолочном, вертикальном, горизонтально, наклонном. Технологический процесс изготовления конструкций состоит из подготовки изделия к сварке, выбора присадочного материала, если сварка производится с ним, и подготовки оборудования.
Деталь перед сваркой должна быть обезжирена, зачищена и тщательно закреплена. Сварщик в процессе сварки должен защищать органы зрения от излучения, использовать все способы и средства защиты для предупреждения термических ожогов, а также использовать вытяжную вентиляционную систему при сварке в помещении.
Сегодня в торговой сети можно приобрести различные модели аппаратов для осуществления плазменной сварки, как отечественного, так и зарубежного производства. Среди отечественных аппаратов большой популярностью пользуется мобильные плазменные аппарат «ПЛАЗАР», «ГОРЫНЫЧ», «МУЛЬТИПЛАЗ».и другие.
Например, «ГОРЫНЫЧ» представляет многофункциональный портативный аппарат, состоящий из генератора плазмы и блока питания и управления. Применяется для осуществления большого спектра работ по сварке, резке и пайке металлов. Питается от сети 220 В. Компактный, удобный в работе он пользуется у сварщиков особой популярностью. В качестве рабочей жидкости, в зависимости от вида осуществляемой работы, у него используется или дистиллированная вода или раствор этилового спирта в этой же воде. Такой аппарат с успехом применяют не только на производстве, строительстве, но и в быту.
Среди зарубежных производителей особое внимание привлекают аппараты производства Германии и Италии. Модели аппаратов для плазменной сварки и резки компании MERKLE Schweißanlagen-Тесhnik GmbН хорошо известны в разных уголках мира. Компания более 50 лет специализируется на выпуске оборудования и комплектующих для производства сварочных работ. Профессиональные модели плазменных аппаратов P 421 DC-PT11, P 601 DC-PT11 и P 601 AC/DC-PT11 используются на известных фирмах VOLKSWAGEN,MERCEDES-BENZ и других при производстве их продукции, известной во многих странах.
Производитель из Италии компания Telwin специализируется на производстве современных аппаратов для проведения плазменной сварки тоже более 50 лет. Модели Technica Plasma, Technology Plasma, Superplasma и другие оснащены защитой от перенапряжения, низкого и сильного тока, термической защитой, осуществляют автоматическое охлаждение плазматрона и имеют систему сигнализации о напряжении в горелке. Их отличают небольшие габариты, вес и они очень удобны в пользовании.
ие ручной плазменной сваркой различных соединений"